NCDMM Baseline Energy Consumption
If a person wanted to buy a car, making a decision based on fuel efficiency is straightforward thanks to a well-accepted and uniform method of determining energy consumed under standard operating conditions – miles per gallon or mpg. But, if one were to buy a machine tool, which not only costs more but also consumes significantly more energy, one would be hard pressed to make that decision based on energy efficiency. This is because of the complexity of machine tools and their wide variety of applications. In order to have a simple metric to compare machine tool energy usage, akin to mpg, standardized measurement methodologies are needed. Such a methodology could also help assess machine process energy requirements and environmental impacts. This article discusses a first-of-its-kind effort in developing a simple, usable and practical methodology for evaluating machine tool energy consumption.
The National Center for Defense Manufacturing and Machining (NCDMM) and Alliance Partner System Insights have developed a standard-based evaluation methodology for machine tool health, maintenance and energy impact to address this need. During a recent research project, which included NCDMM team members, Systems Insights, General Dynamics-OTS and the Association for Manufacturing Technology (AMT), the team developed the Baseline Energy Consumption (BEC) metric as a standard measure of machine tool energy consumption, along with a companion test methodology.
Applications of this metric include:
- estimating approximate energy requirements of operating a machine tool to manufacture a specific part,
- comparing energy requirements of two machine tools that are being applied in similar activities,
- performing Return-on-Investment (ROI) calculations to justify energy efficiency improvements in machine tool and machining technologies and
- assessing environmental impact of manufacturing processes from equipment energy consumption.
Determining energy usage of machine tools goes well beyond just characterizing the machining process. With this information, it will be possible to know the embedded energy of products manufactured using machining (such as engine crankshafts) and products manufactured using tooling and implements created by machining. For example, the plastic casing of an iPod might not be machined, but it is created using injection molding, which is manufactured using machining technology. With a standard for assessing machine tool energy requirements, energy requirements for products (such as iPods), which require machining somewhere in its lifecycle, can also be derived.

© iStockphoto.com/Fertnig
A key consideration in designing the test methodology was to ensure that it could be performed within a reasonable amount of a time in a standard industrial setting without requiring any special workpieces, fixtures or equipment. Traditionally, energy assessment standards have been difficult to apply in such industrial settings because they required specialized equipment and significant time and material resources. The BEC standard was developed with the goal of being easy to apply in a standard factory environment using tools and equipment already available.
This pragmatic approach was explicitly selected because the metric’s goal is to serve as a figure of merit for energy consumption of machine tools and manufacturing equipment. The metric does not intend to serve as a precise indication of energy required by a machine tool to manufacture a specific part or to execute a specific operation. The first edition of the standard has focused on measuring the BEC of lathe-type machine tools based on recording power consumption during a series of controlled tests.
Methodology
Machine tool energy consumption is largely driven by two considerations: the design and construction of the machine tool, and the type of manufacturing operation being performed in the machine tool. The actual energy consumption of a machine tool in a factory environment, on the other hand, is determined by the relative time it spends in different states, including idle, axes movement and cutting. These states can be considered as follows:
- Idle: The machine tool is in standby with its peripheral units turned on.
- Axes Movement: The machine tool’s axes and spindle are in motion but no material is being removed. This state can also be considered as a “warm-up” or “air-cutting” state.
- Machining: The machine tool is fully engaged in metal removal and machining.
To capture the effect of these states, baseline measurements are composed of tests to measure Average Power Consumption during Tare Usage, Axes/Component Usage and Machining Usage.
Tare Usage – In the Tare Usage Test, power consumption of the machine tool is measured when it is in standby with its peripheral units turned on. The machine tool is in an idle condition at this state. This test is applied in calculating Average Tare Usage Power of the machine tool.
Component Usage – In the Component Usage Test, energy usage of the machine tool is measured when the machine tool components are being exercised. Based on the design and construction of lathe-type machine tools, the greatest energy consumer is spindle operation. Subsequently, machine tool energy usage and efficiency is directly related to the speed at which the spindle is being operated. Given that spindle speeds in production machining are selected based on type of materials being machined, the BEC tests are performed at a specified spindle speed for a machine tool, and the BEC Metric is also computed at a fixed spindle speed. This is consistent with the pragmatic approach described earlier where BEC tests are designed to directly reflect usage and operations of production machine tools.
Based on this, component tests are performed at a fixed spindle speed. Tests involve operating the spindle at a fixed speed and exercising machining axes at different feedrates across their functional lengths. Feeds and functional lengths are selected based on maximum allowable feedrate and axes travel lengths of machine tools. By testing the axes at different feedrates, tests ensure the effect of the axes at various operation levels are taken into consideration. Component Usage tests are used to calculate machine tool Average Component Usage Power, which is the average power consumed over the duration of the Component Usage Test.

© iStockphoto.com/Liuhsihsiang
Machining Usage – The Machining Usage test involves metal cutting at a fixed spindle speed across varying material removal rates. Machining usage tests are based on the observation that energy required to remove unit volume of material in a machine tool is largely dependent on the volumetric rate of removal or material removal rate. This trend was described by Gutowski (2009) where the relationship between specific energy and material removal rate for a variety of manufacturing processes was shown. The authors empirically determined that a power-law relationship existed between specific energy and material removal rate. Other researchers in the domain have confirmed this behavior as well (Kara et al, 2011).
Further experimental observations confirmed that for a fixed spindle speed, specific energy for metal cutting in a machine tool is only determined by the volumetric material removal rate and that the relationship is based on the power-law. Because of this, a small set of measurements can be used to determine overall relationship between specific energy (energy consumed to machine unit volume) and volumetric material removal rate. This relationship can be applied to calculate average power consumed by the machine tool to remove material across its operating range of material removal rates (MRR). Type of machine tool and material being used determines the operating range of MRR.
Machining usage tests are performed by first selecting different MRRs to run the tests at. Different MRRs can be arrived at by varying the Depth of Cut of the turning process in the lathe at a constant feedrate (a minimum of three experiments are needed). Different MRRs can also be achieved by varying feedrates at a constant depth of cut, but it’s easier to implement the former type of test since time taken for each test remains the same when feedrate is not varied. Spindle speed for the Cutting test is selected as the same speed from the Component Usage test. For each machining condition, average Power taken to remove material is measured.
With this measurement, specific energy for each cutting condition is measured (Specific Energy is Energy over Volume or Power over Material Removal Rate). By fitting a power-law relationship between specific energy and material removal rate, average power required to machine across the MRR range for a machine tool can be empirically derived using simple calculus and is used as the Average Cutting Usage Power in BEC calculations.
Baseline Energy Consumption Metric – The Baseline Energy Consumption Metric is computed based on average power consumed by the machine tool during tare usage, component usage and machining usage tests. These three terms are weighted by duration factors to compute energy consumed by the machine during one hour of representative operation. It is assumed the machine tool spends 25 percent of the duration in tare usage, 25 percent in component usage (air-cutting/warm-up) and 50 percent in machining usage. The BEC Metric can thus be considered as energy used by the machine tool under representative conditions (including idle, air-cutting and warm-up) for an hour of operation.
Case Study
The BEC standard was applied in comparing performance of three similar, small-sized lathes. The three devices were as follows (all brand names anonymized):
| Specification | Device A | Device B | Device C |
| X Axis Travel | 375 mm | 350 mm | 300 mm |
| Z Axis Travel | 375 mm | 350 mm | 400 mm |
| Max Spindle RPM | 6000 | 6000 | 3560 |
| Machine Rated Maximum Apparent Power [kVA] | 15.6 | 24.7 | 16 |
| Rated Current Load [A] | 27 | 31 | 29 |
The test conditions were as follows:
| Device Type | 2-Axis Lathe |
| Spindle Speed | 2500 RPM |
| Material | Mild Steel |
The BEC metric for the three devices is as follows:
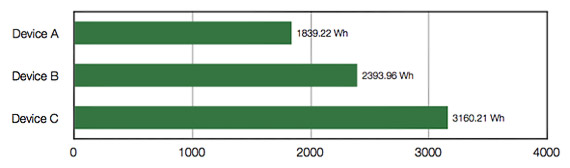
Image Credit: NCDMM
Here is how the metric looks broken down into its components:
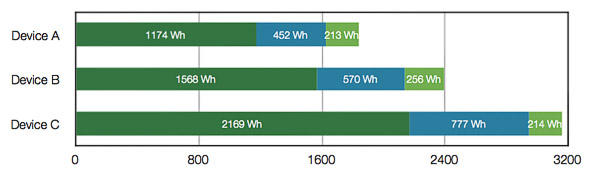
Image Credit: NCDMM
Results showed that Device A consumes significantly less energy than Device B and Device C. Extrapolating the BEC metric, estimated annual energy usage for these machine tools can be calculated assuming each device operates for 8,000 hours per year at a cost of US $0.13 per kWh of energy. Similarly, the Carbon Footprint of the devices is also calculated, assuming a footprint of 0.8 kg CO2-eq/kWh. As can be seen in the table below, selecting Device A saves more than $800/year compared to Device C and $400/year compared to Device B.
| Device A | Device B | Device C | |
| Estimated Annual Energy Usage (kWh) | 8195.00 | 10854.00 | 14574.00 |
| Estimated Annual Carbon Footprint (MT CO2 eq) | 6.56 | 8.68 | 11.66 |
| Estimated Annual Energy Cost ($) | 1065.00 | 1411.00 | 1894.00 |
Conclusions
Machine tool energy consumption is dependent on many aspects of the machining process in addition to machine tool construction, including material selection, consumable usage and process parameters. The goal of this initial effort was to introduce a test methodology that can be applied in evaluating machine tool energy usage in the context of manufacturing a part. Since the methodology does not call for a specific set of test features to be created, it can be easily applied in a production environment without calling for custom fixtures or workholding. The test also calls for normal conditions during execution, thus allowing the user to determine the selection of process consumables like tooling, compressed air and lubricants.
Users can apply this standard in estimating energy consumed for making a particular part based on expected cycle time of the part and the machine tool’s utilization. The standard is very suitable for comparing machine tools that are being applied in making the same (or similar) part(s) and can be used in quantifying relative energy savings across machine tools. The standard can also be applied in studying the effects of tooling and consumable selection on energy consumption of machine tools.
Defense manufacturing readiness is dependent on the health and performance of the process equipment and machine tools used in production of critical weapon systems and platforms. To ensure maximal readiness and adaptability, manufacturers need to be able to rapidly evaluate the health, maintenance and energy impact of critical process equipment and machine tools. Most currently available approaches for machine tool evaluation are cumbersome to apply, limited in scope and require extensive manual engagement. This has created the direct need for simple and effective methods that can be used in evaluating the health, maintenance and energy impact of critical Department of Defense (DoD) manufacturing systems that support the warfighter. With predictive information, manufacturers can understand potential causes that could lead to unplanned downtimes in a facility and move towards more effectively addressing them prior to occurrence
President and Executive Director, National Center for Defense Manufacturing and Machining
Global Challenges